



Китайські виробники штампувальних штампів для автомобільного металу
відео
Специфікація
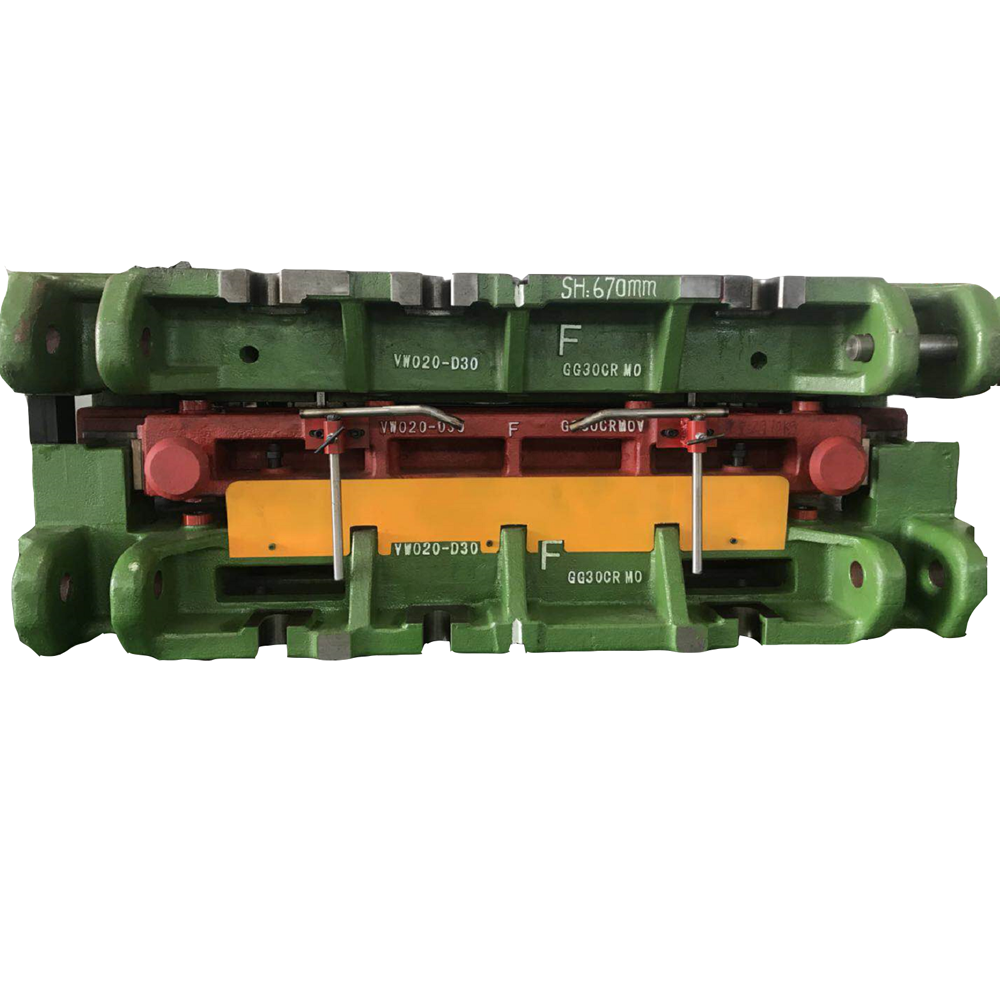
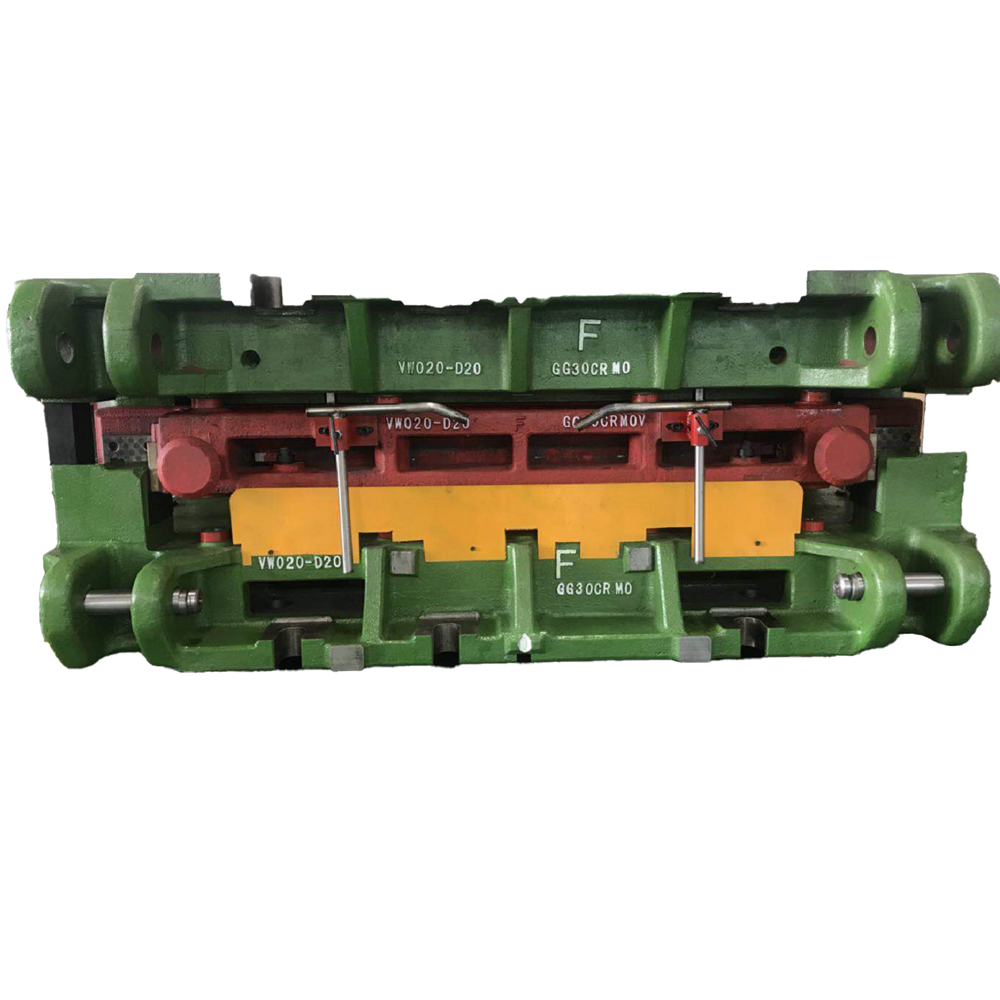
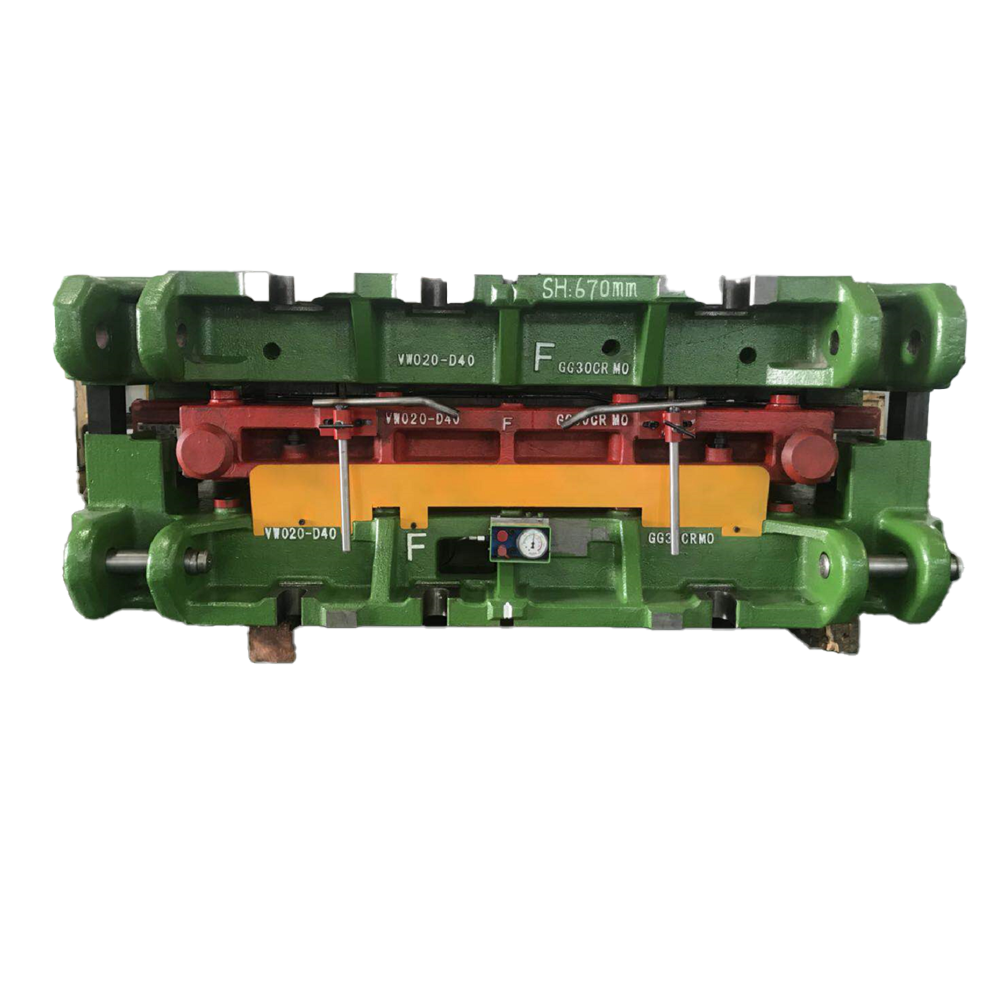
| Тип інструменту: | Штамп для перенесення лиття |
| Матеріал: | HX220YD+Z100MBO |
| Розмір інструменту: | 2000*1290*670 / компл |
|
| |
Деталі продукту

Детальний вступ
Ливарна форма відноситься до форми, яка використовується для формування виливків у процесі лиття.Ливарні форми узгоджуються з процесом лиття, в основному включаючи гравітаційні ливарні форми, ливарні форми високого тиску (форми для лиття під тиском), ливарні форми низького тиску, прес-форми для лиття під тиском тощо. Ливарні форми є одним із важливих технологічних пристроїв.У ливарному виробництві це дуже впливає на якість виливків.Удосконалення технології лиття має велике значення для поліпшення якості виливків, створення нових виливків і підвищення рівня безчистої обробки.Розвиток технології ливарних форм забезпечить більш точні, складні та високоякісні виливки для автомобільної, електроенергетичної, суднобудівної, залізничної, аерокосмічної та інших галузей промисловості, а також сприятиме покращенню загального рівня обробної промисловості.
Зі стрімким розвитком таких галузей, як автомобілебудування, мотоциклетна та авіакосмічна промисловість, ливарні форми зростають зі швидкістю понад 25% на рік.Технологія ливарних форм досягла значного прогресу, але великий блок двигуна з алюмінієвого сплаву, представлений автомобілями, і складні форми для лиття під тиском в основному покладаються на імпорт.Автомобільна та мотоциклетна промисловість моєї країни вступила в період швидкого зростання, і її виробництво значно збільшувалося протягом багатьох років поспіль.Можна передбачити, що в найближчі 10-20 років виробництво ливарних форм у моїй країні продовжуватиме отримувати потужний поштовх і швидке зростання в основному завдяки автомобільній промисловості.У контексті енергозбереження та скорочення викидів зростання форм для гравітаційного лиття чорних металів сповільниться, тоді як форм для лиття під тиском із алюмінієво-магнієвих сплавів, форм для лиття під низьким тиском і форм для лиття під тиском значно збільшиться.
Робочий потік
1. Отримано замовлення на купівлю-——->2. Дизайн-——->3. Підтвердження креслення/рішень-——->4. Підготуйте матеріали-——->5. ЧПК-——->6. ШМ-——->6. Складання-——->7. ШМ-> 8. Огляд-——->9. (3-я частина інспекції, якщо потрібно)-——->10. (внутрішній/замовник на місці)-——->11. Упаковка (дерев'яна коробка)-——->12. Доставка
Виробничий допуск
1. Площиність опорної плити 0,05/1000
2. Товщина базової плити ±0,05 мм
3. Точка розташування ±0,02 мм
4. Поверхня ±0,1 мм
5. Контрольні шпильки та отвори ±0,05 мм




.png)
.png)