






Виробник 3D-зварювання найвищої якості з пристосуваннями для підлоги
відео
функція
Для перевірки якості Floor Pan і підтримки для підвищення потужності автомобільної виробничої лінії.
Специфікація
| Тип світильника: | Дугове зварювання |
| розмір: | 2200х1200х900 мм |
| вага: | 115 кг |
Деталі продукту



Детальний вступ
Ось кілька типових структур дизайну:
• Проста структура позиціонування (позиціонуючий штифт)
В основному використовується в основному положенні позиціонування.
• Просте опорне затискання (хомут)
• Списання (болт)
Він в основному використовується в основній лінії, до складової лінії та основного позиціонування нижньої лінії.
• Обмежувальна конструкція STOPPER
Щоб запобігти силі стиснення або удару, спричиненому занадто великою штучною деформацією або подряпинами на поверхні штучної продукції;Напрям товщини пластини затискного плеча має вимоги до точності (позиціонуючий штифт);Довжина подвійного поворотного механізму або коромисла занадто велика;Коли кут опорної поверхні занадто великий;Існує більший ексцентричний відстань індентора.
• ШТИФТОВИЙ ЗАЖИМ
Невтручання шпильки та поштучної обробки - поворотна точка та заготовка в рядку;Повинен мати кінцеву ПРОБКУ.
• структура HLINK
Коли висота відкриття затискного важеля обмежена, а кут відкриття повинен бути великим, або траєкторія руху затискного важеля обмежена, ми повинні розглянути можливість використання H-LINK, який відрізняється від звичайного Link у своєму використанні.Ми повинні вибрати циліндри з CYL BRACKET, які не мають хитання під час руху, і використовувати антискобу для кріплення циліндрів.
• Вторинна структура SWING (подвійний фліп)
Подвійне кріплення BASE
На додаток до типової конструкції, існує гнучка комбінація швидкозмінного пристосування -- подвійний пластинчастий зажим BASE, який може значно скоротити час регулювання заміни пристосування та знизити вартість виробництва;Використання обертового столу BASE у вторинному монтажному пристосуванні робить інтелектуальну високу гнучкість пристосування реальністю.Цей режим швидкого перемикання значно скорочує час заміни кріплення та налагодження та знижує вартість виробництва.
Особливості кріплення Double BASE:
Подвійне кріплення BASE має переваги простої конструкції, кількох монтажних ланок і хорошої жорсткості, легкого перемикання моделей, потреб у модернізації продукту та автоматичної обробки, його основні характеристики включають:
1) Пристосування Double BASE має універсальність, система пристосувань має достатню гнучкість, може адаптуватися до вимог обробки різних моделей, загальний корпус лінії можна використовувати повторно.
2) Подвійне кріплення BASE має просту конструкцію, зручне збирання та розбирання та сприяє швидкому перемиканню наступних моделей.
3) Пристосування Double BASE має достатню міцність і жорсткість, збірка пристосування, процес перемикання можуть ефективно забезпечити точність обробки деталей.
4) Специфікації BASE подвійних світильників BASE мають бути уніфікованими, регулюватись для багаторазового використання та комп’ютеризованими для складання та керування.
Склад кріплення Double BASE:
Подвійне кріплення BASE складається з двох частин: частини корпусу лінії кріплення та спеціального кріплення.Корпус лінії кріплення складається із загальної частини кріплення та стандартних компонентів.Спеціальна частина кріплення залежить від механізму та використання частин виробу.
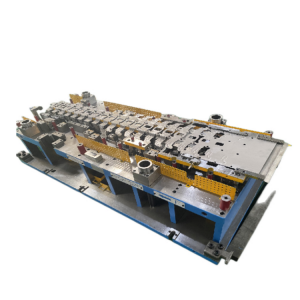
Структура
1. Корпус кріплення
Основні компоненти подвійного кріплення BASE включають корпус універсальної лінії кріплення, раму кріплення та стандартну матричну поверхню BASE (див. Малюнок 2);
2. Дужки
До основних компонентів джиг-скелета відносяться різноманітні прокладки, прокладки та кутові посадочні місця;
3. Позиціонування деталей між компонентами та компоненти реального позиціонування відрядної роботи
До нього входять різноманітні позиціонуючі блоки, позиціонуючі штифти, позиціонуючі опори та профільне освітлення.
4. Кріплення
До нього входять стандартні штирі та шпильки колонок, які є основними частинами, що використовуються для з’єднання двох плат BASE.
Технічні вимоги до кріплення
На додаток до відповідних технічних вимог загального кріплення, на етапі проектування подвійного кріплення BASE слід враховувати такі технічні вимоги:
▲ ОСНОВА Джига та опорне сидіння
Основна структура джиг-лінії розроблена відповідно до GB2804, а основні компоненти виготовлені з високоякісної низьковуглецевої легованої сталі.Після злому та гартування поверхнева твердість компонентів повинна досягати HRC 58 ~ 65, а внутрішня твердість HRC35 ~ 40, щоб забезпечити достатню міцність, міцність, зносостійкість і стабільність основи джига.
Основна точність розмірів компонентів кріплення така ж, як і загального кріплення, може досягати рівня ISO6 ~ 7, допуск горизонтального позиціонуючого отвору та опорної поверхні становить ±0,05 мм, допуск між позиціонуючим отвором і позиціонуючим отвором становить ± 0,02 мм, базова шорсткість поверхні 1,6 мкм.
Основна апертура пластини BASE має дві серії D28 і D16.На поверхні столу високої точності круглі отвори D28 рівномірно розподілені кожні 100 мм або φ16 мм кожні 50 мм.Ці отвори можна використовувати для з’єднання позиціонуючих модулів і з’єднань кріплень різного призначення.
Робочий потік
1. Отримано замовлення на купівлю-——->2. Дизайн-——->3. Підтвердження креслення/рішень-——->4. Підготуйте матеріали-——->5. ЧПК-——->6. ШМ-——->6. Складання-——->7. ШМ-> 8. Огляд-——->9. (3-я частина інспекції, якщо потрібно)-——->10. (внутрішній/замовник на місці)-——->11. Упаковка (дерев'яна коробка)-——->12. Доставка
Час виконання та упаковка
45 днів після затвердження 3D-проекту
5 днів через експрес: FedEx авіа
Стандартний експортний дерев'яний ящик
Ми додамо фіксуючий дерев’яний блок усередині корпусів, щоб забезпечити безпеку приладів під час транспортування.Осушувач і пластикова плівка будуть використовуватися для захисту контрольного пристрою від вологи під час транспортування.





.png)
.png)